Manufacturing of brake disc
Introduction:
In modern days, the use of metal is vast and there are various methods of manufacturing a product from only use of pure molten metal or from any other state of metal as well. When considering the different methods of manufacturing, most popular methods used in large industries are as follows:
-Metal Casting
-Metal Cutting
-Metal Forming and shaping
-Fabrication and welding
The above mentioned are few that are used by industries to produce different products that could make up a machine such as a vehicle, electronic components or other day to day tools.
In this particular report will be concentrating more about an automotive part which involves metal casting in manufacturing process of it, this part is necessary for any vehicle to have and that particular part would be the brake disc of an automobile.

When talking about the braking systems of an automobile it has two different braking systems which would be disc brake system and drum brake system. The following Fig.1 shows where will these two braking system are used in an automobile.

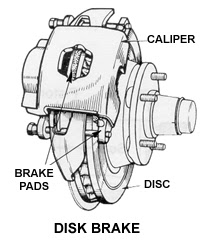
The disc brake system is one important system to look at since it is not only used in automotive industries but also in locomotives and in jumbo jets as well and hence elaborating more on disc brake system, the main components of a disc brake are the Brake disc or Rotor, Brake pads, Caliper. These parts are clearly shown in following Fig.2
In this report I would be hoping to elaborate more about the brake disc (rotor) and how it is manufactured, the materials used and its quality and defects compared to other brake discs which are made from different materials.
The disc brake system is an assembly product and these parts are manufactured separately through different procedures to one another. When the disc ring (brake disc) is isolated, it has a perfect circular shape as shown in Fig. 3.

In most vehicles these brake discs (disc ring) are made of cast iron, which has good antiwear properties and it is cheap as well. But in certain other cases such as high performance vehicles, these brake discs are not up to their standards of high performance because the cast iron brake discs are heavy in weight and so reduces the vehicle's performance to a particular extent. In case such as this, ceramic composite brake discs are used, that are processed and used at high temperatures. These ceramic composite brake discs are known to be heat resistant and able to withstand large compressive loads at higher temperatures.
The details in which these ceramic composite brake discs (disc rings) are manufactured are described in the following section of Manufacturing Details of Ceramic Composite Brake discs.
The Materials used for the manufacturing process.
- In earlier days, these brake discs were made straight from the molten brittle ceramic materials but researchers have found that short carbon fibers would be a solution for the brittleness of ceramic materials and hence for the manufacturing of the discs, following materials are used:
- Short carbon fibers
- Carbon powder
- Heat molded resin
- Then at the time of when the brake disc shape is obtained by heating the mixture of above materials and cooling down, another ceramic material known as silicon is added to harden the brake disc, forming a new material called silicon carbide.
- The above mentioned heat molded resin is a material that binds all other materials together in that mixture of the brake disc, and once this material is hardened by molding, it can't be softened by any process.
Equipment/tools used for manufacturing
- The equipments and tools used in this process will be talked more about in the manufacturing details section of this report but some of the main tools used in as follows:
- Furnaces and a press
- Permanent molds(Fig. 4)
- Crucibles (Fig. 8)
- Drilling machines
- Computer guided machines(Fig. 9 and 10)
The Manufacturing Details of Ceramic Composite Brake discs.
- The manufacturing method used in production of brake discs is the metal casting process and to be more specific, it is the permanent mold casting process that takes place in the production of these brake discs that usually gives out a good surface finish for the end product.2.
- To begin this process following ingredients, short carbon fibers, carbon powder and heat molded resin must be mixed together.
- Then using an automated machine this mixture is poured into a permanent aluminum mold cavity which is in shape of a brake disc (disc ring), until it is half full, Fig. 4 shows the permanent aluminum mold. Once it is half full, the mold is removed and workers have to insert aluminum cores into a belt with gaps around the mold that allows the cores to be inserted into the mold. These cores will form a ventilation cavity in the disc ring (brake disc) to prevent the disc from overheating.



4. The mold again moves back into the automated machine to fill the other half of the mold cavity with the
rest of the mixture that was poured into first half of the cavity. Once the cavity is full it is leveled using a
roller and then using the cover or the other half of the permanent mold, it is covered and is pressed lightly
to compact the contents inside.
rest of the mixture that was poured into first half of the cavity. Once the cavity is full it is leveled using a
roller and then using the cover or the other half of the permanent mold, it is covered and is pressed lightly
to compact the contents inside.

5. Then the fully covered mold is sent to a large press which applies 20 tons of pressure and heating to
almost of 400oF. This heat and pressure compact the carbon fiber and resin into plastic and makes it
stronger.
6. Once the mold is cooled down to be handled, submerge it in cold water for 5-8 minutes which cools the
disc ring completely, enabling them to pull out the cores that were inserted for the ventilation purposes.
7. Once all the cores have been removed, remove the cover of the mold and pull out the disc ring from the
mold as shown in Fig.7. Then using the computer guided machines smooth out all the rough edges on the
disc ring and drill tiny ventilation holes.
8. They then put the disc ring into an oven and on over two days it gradually heats it to 1800oF. This would
then cause the chemical change which transform plastic into carbon.
almost of 400oF. This heat and pressure compact the carbon fiber and resin into plastic and makes it
stronger.
6. Once the mold is cooled down to be handled, submerge it in cold water for 5-8 minutes which cools the
disc ring completely, enabling them to pull out the cores that were inserted for the ventilation purposes.
7. Once all the cores have been removed, remove the cover of the mold and pull out the disc ring from the
mold as shown in Fig.7. Then using the computer guided machines smooth out all the rough edges on the
disc ring and drill tiny ventilation holes.
8. They then put the disc ring into an oven and on over two days it gradually heats it to 1800oF. This would
then cause the chemical change which transform plastic into carbon.
9. Then take a crucible which is a high heat resistant container and place five mounts inside so that it
can hold the disc ring on them without having the disc ring to touch the base of the crucible. Fig. 8
shows the crucible and the five mounts. Once the disc is mounted on the crucible, place a funnel at
the center of the disc ring and fill it with a fine silicon powder.


- Then they load the crucible into a furnace for 24hours and allows it to gradually heat the disc ring to temperature of 3000oF until the silicon is melted completely. This liquid silicon is then drawn into the disc ring by the pores of the framework of the disc ring and forms a completely new material called silicon carbide which makes the disc ring exceptionally hard.
- Once after it is removed from the furnace, a drill machine bores the mounting holes on the disc ring. And then the disc ring goes to a chamber to receive a coat of protective paint. This paint is used to shield the carbon and disc ring from oxygen and this process is very critical since at high temperatures, oxygen burns carbon. Hence this anti oxidation process increases the lifetime of the disc ring.
- Once the protective player is applied, with the help of a computer guided robot arm, moves the disc and polishes the entire disc surface as shown in Fig. 9.

- After when all the polishing has been completed, a computer guided machine thoroughly inspects the disc ring surface by taking high definition photographs to further examine the molecular and crystal structures to detect any defects. Fig. 10 shows how the photographs are taken using the laser technology.


Quality considerations and defects that would occur in production.
- For quality considerations, as I have mention in the above section, a computer guided machine produces high definition photographs to examine the quality of the disc rings by looking into the microstructures of the disc rings.
- These disc rings manufactured from the materials mentioned in the above sections, will not subject to wear and they are also heat and rust resistant during day to day use.
- These disc rings also ensures very high consistent frictional values throughout the deceleration process of a vehicle.
- As the only disadvantage of these disc rings would be its high production cost compared to the production cost that would take to manufacture a cast iron brake disc but this would not seem to be a great disadvantage since ceramic composite brake discs have a longer life existence when compared to the ones that are made from cast iron.
- As for defects, there would be very little defects that could be found in disc ring since the process is all computerized and checked through computer guided machines but if there would be any defects they would have to come from the sections that were man handled for example the section on which the cores are inserted, these cores must be properly inserted and to make sure each and every core must be hammered inside by using a hammer if this would not be done properly, there would be defects arising inside the disc.